ECT
Eddy Current Testing
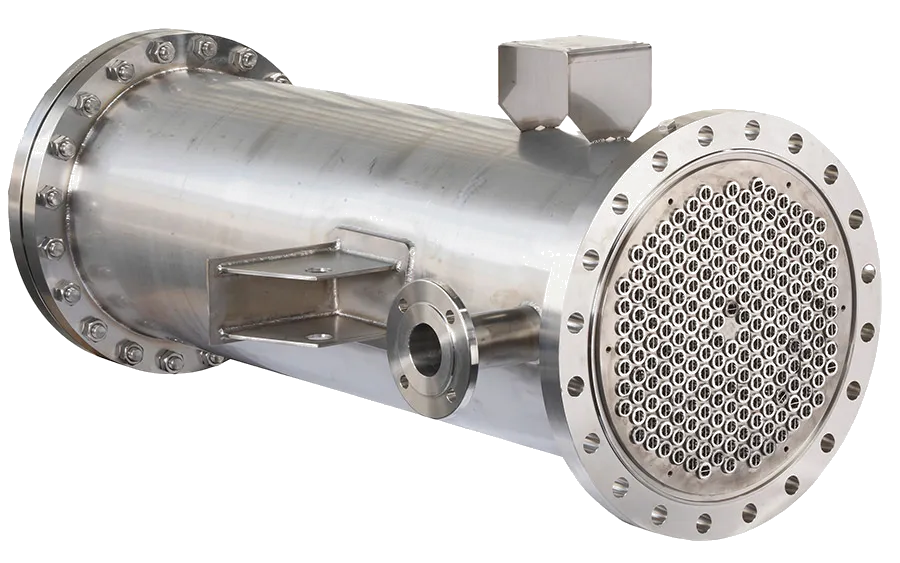
Conventional ECT for non-ferromagnetic tubing — copper, brass, titanium, austenitic stainless steel, Inconel, Monel. Detects pitting, wall loss, cracks and erosion. ASME Section V / ASTM E309.
Heat Exchanger NDT Specialists
ECT · FSEC · PSEC · IRIS · Videoscope · Tube Leak Testing
About Us
DELTA TEST Middle East LLC is a focused NDT contractor based in Al Jubail, Saudi Arabia, serving clients across the Middle East.
We do one thing — heat exchanger tube inspection in the Middle East — and we do it across the full toolbox: ECT, FSEC, PSEC, IRIS and Videoscope. Material and degradation mechanism drive technique selection, not the other way around.
Our crews work refinery, petrochemical, fertiliser and power-generation outages in the Middle East where accurate fitness-for-service data — not just a pass/fail — decides what gets plugged, retubed or returned to service.


Services
Conventional ECT for non-ferromagnetic tubing — copper, brass, titanium, austenitic stainless steel, Inconel, Monel. Detects pitting, wall loss, cracks and erosion. ASME Section V / ASTM E309.
High-strength DC magnetic field saturates the tube wall so ECT probes resolve flaws in duplex, super-duplex, Sea-Cure, AL-6XN and ferritic stainless steel.
Lower-field magnetization for slightly ferromagnetic tubing — 304/316 stainless with cold-work magnetism, certain duplex grades, Ferralium.
Rotating ultrasonic tube inspection: 360° quantitative wall-thickness measurement for fitness-for-service. ASTM E2096.
Visual inspection of tubes and hard-to-reach components by ISO 9712 certified personnel — precise defect analysis and thorough documentation.
Our proprietary pressure-test system with custom sealing plugs identifies even the smallest leaks at ~1900 mbar — down to the millibar.
Quality Tooling
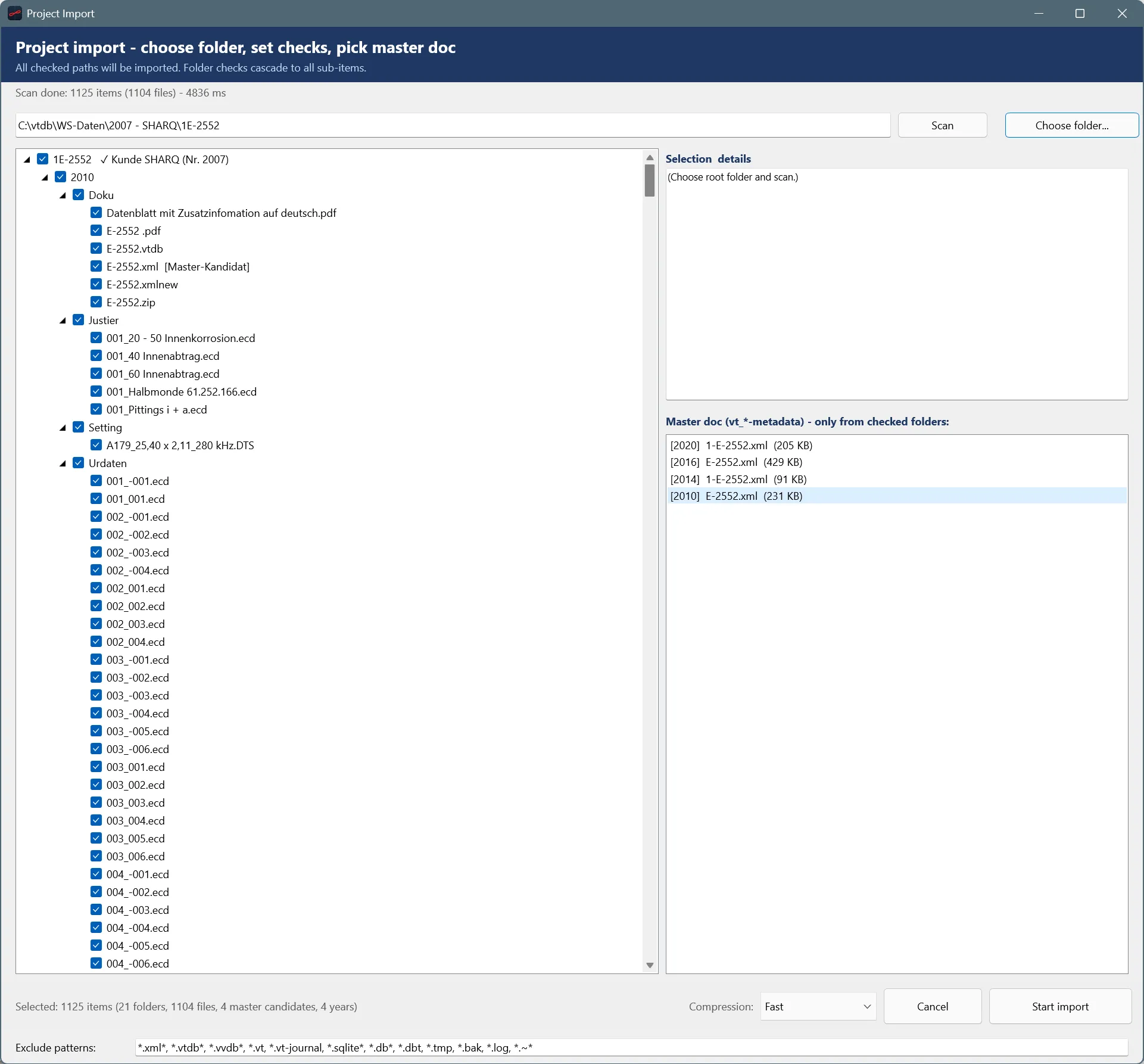
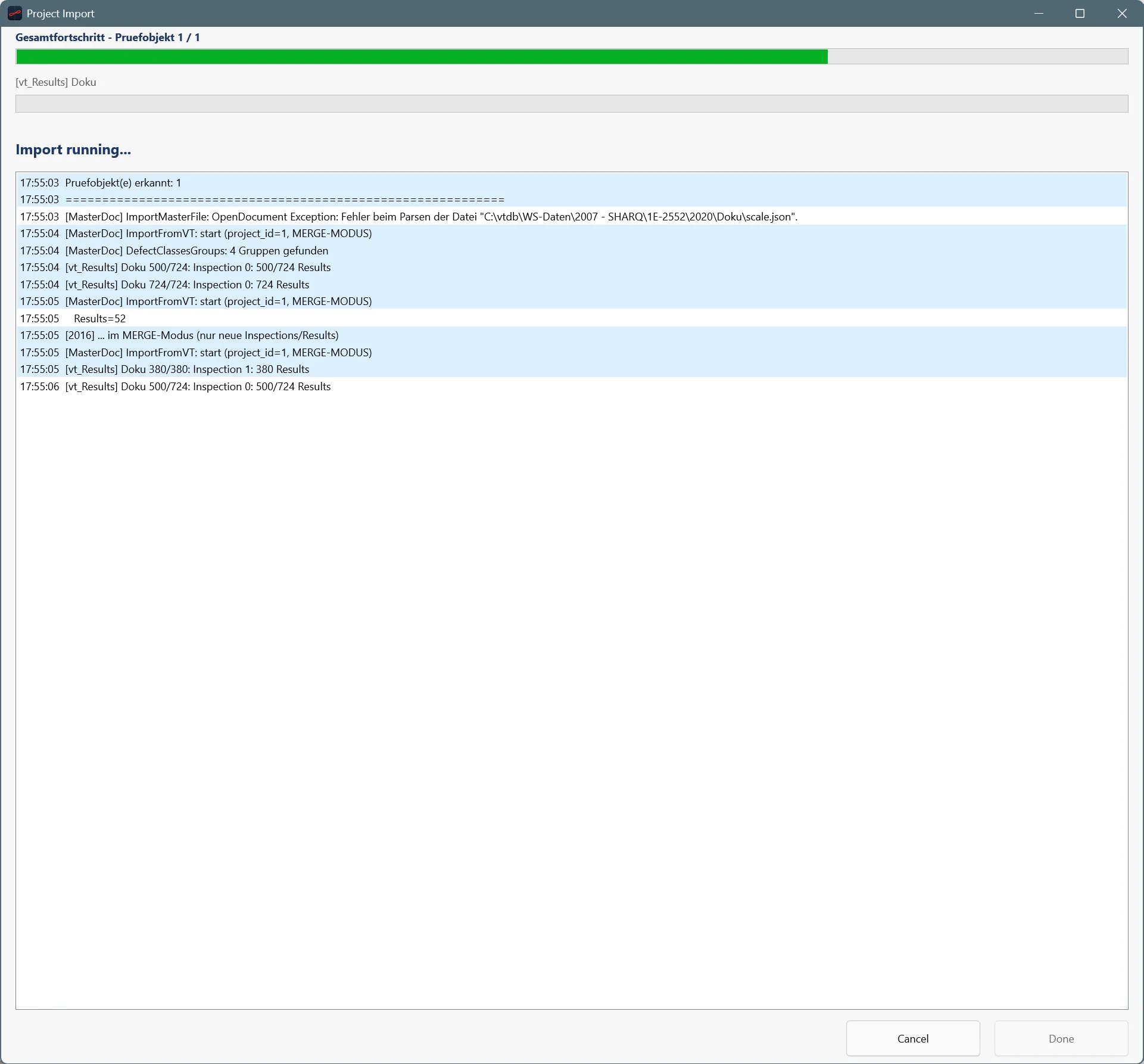
To safeguard the quality of every inspection we deliver in the Middle East, DELTA TEST Middle East uses its own, internally developed software. These tools are not sold or offered to third parties — they are the internal instruments behind our reliable, traceable test results.
●Internal tooling — not for sale. Used exclusively by DELTA TEST Middle East to deliver high-quality inspection results in the Middle East.
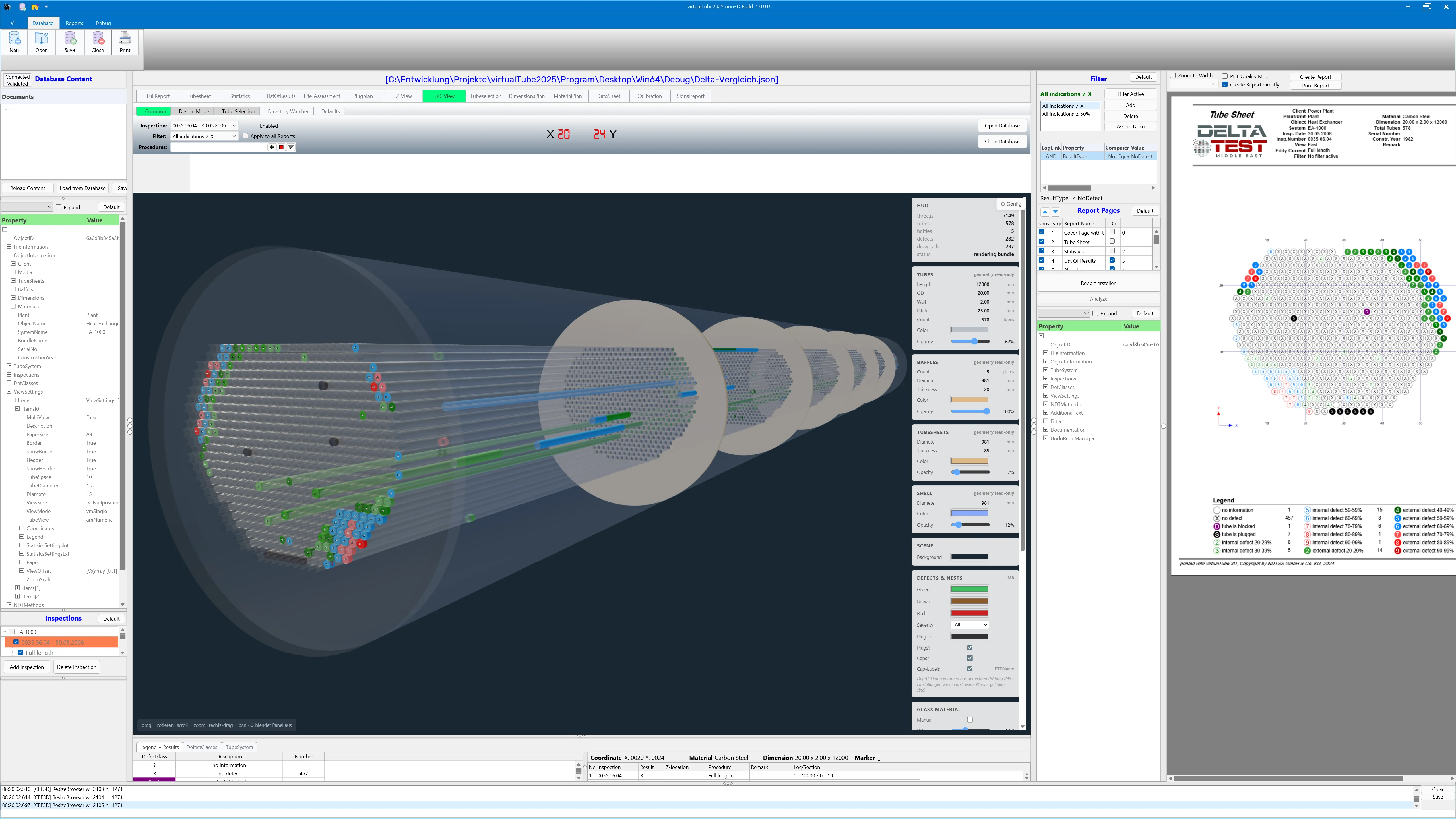
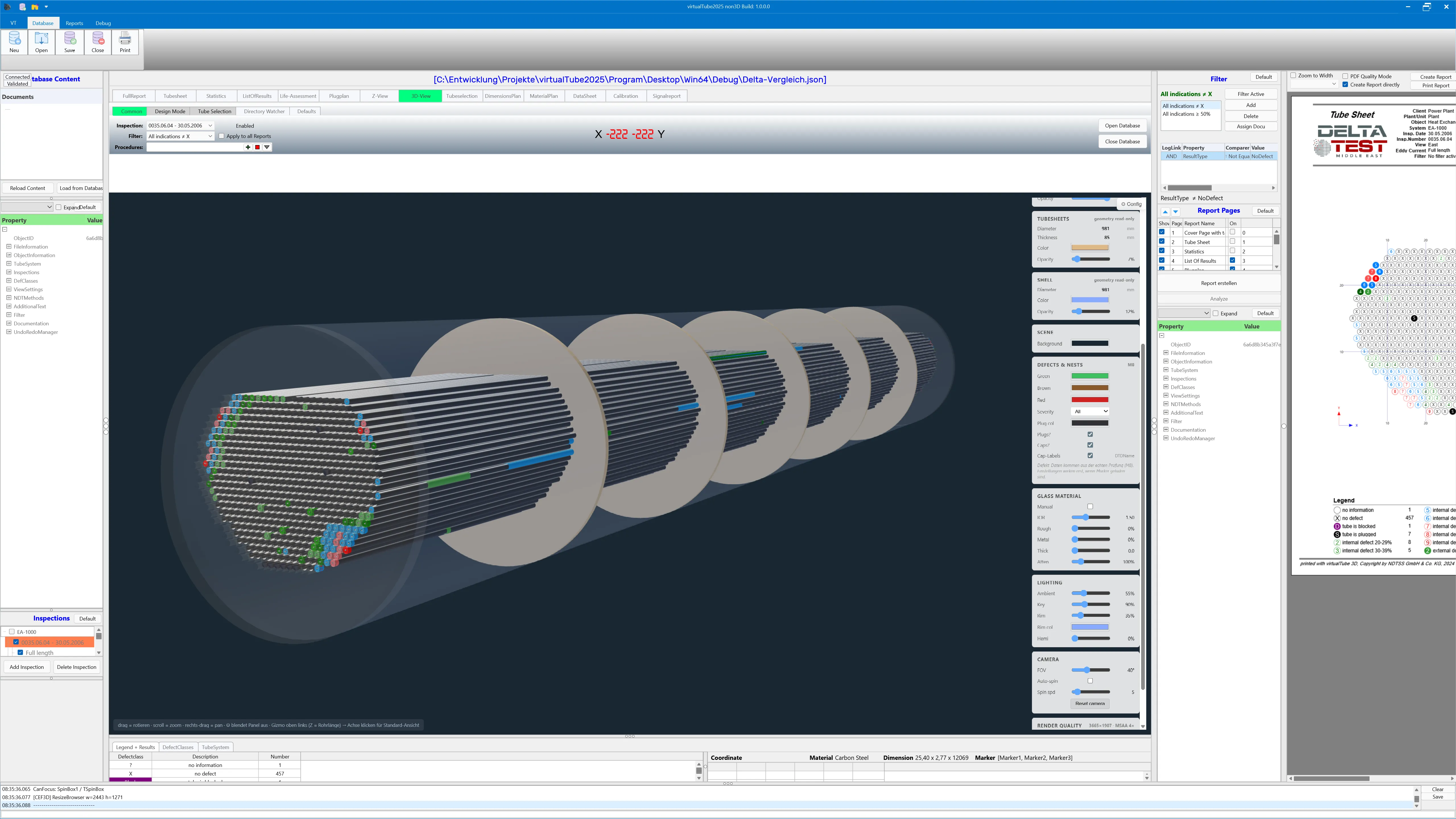
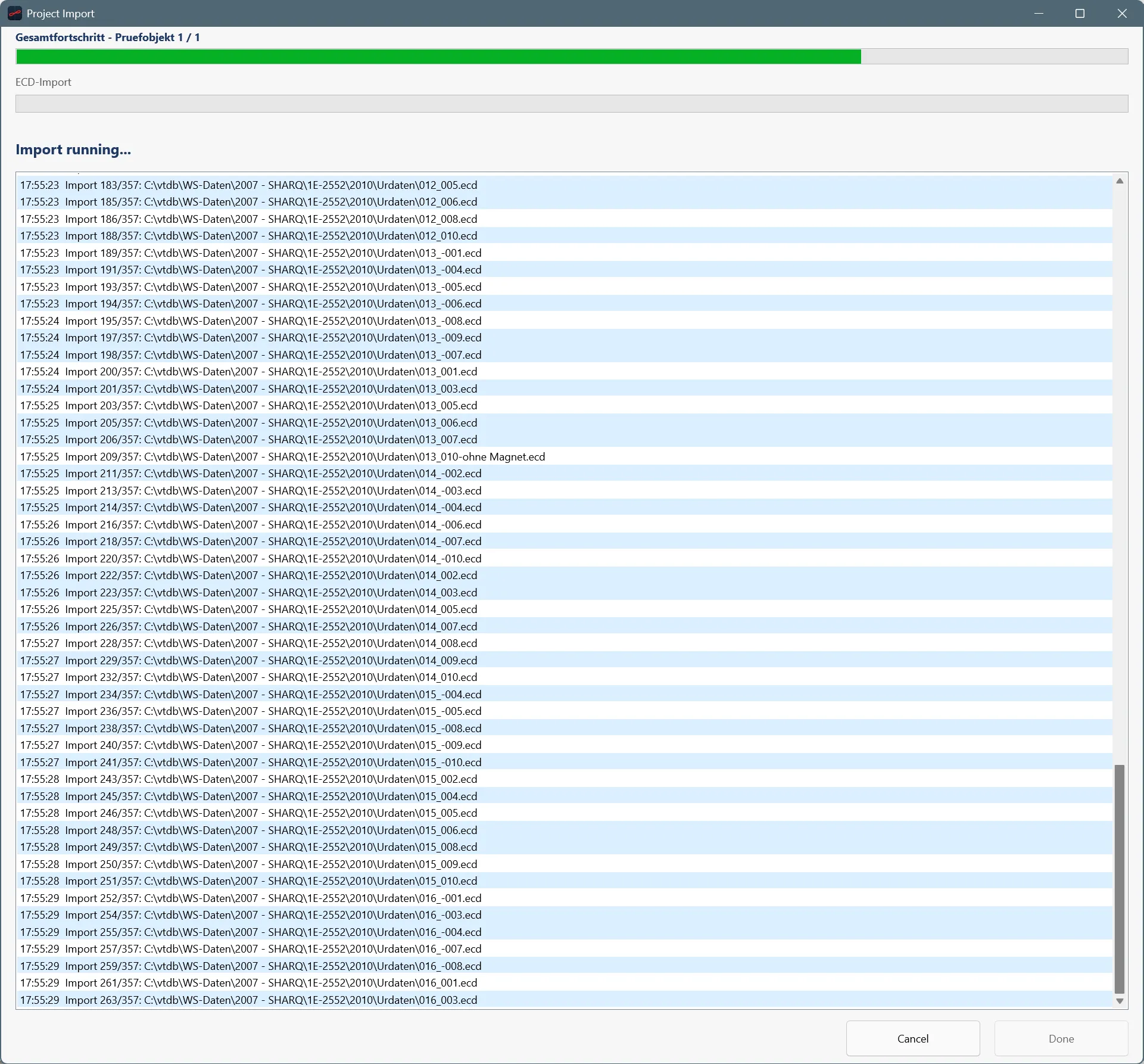
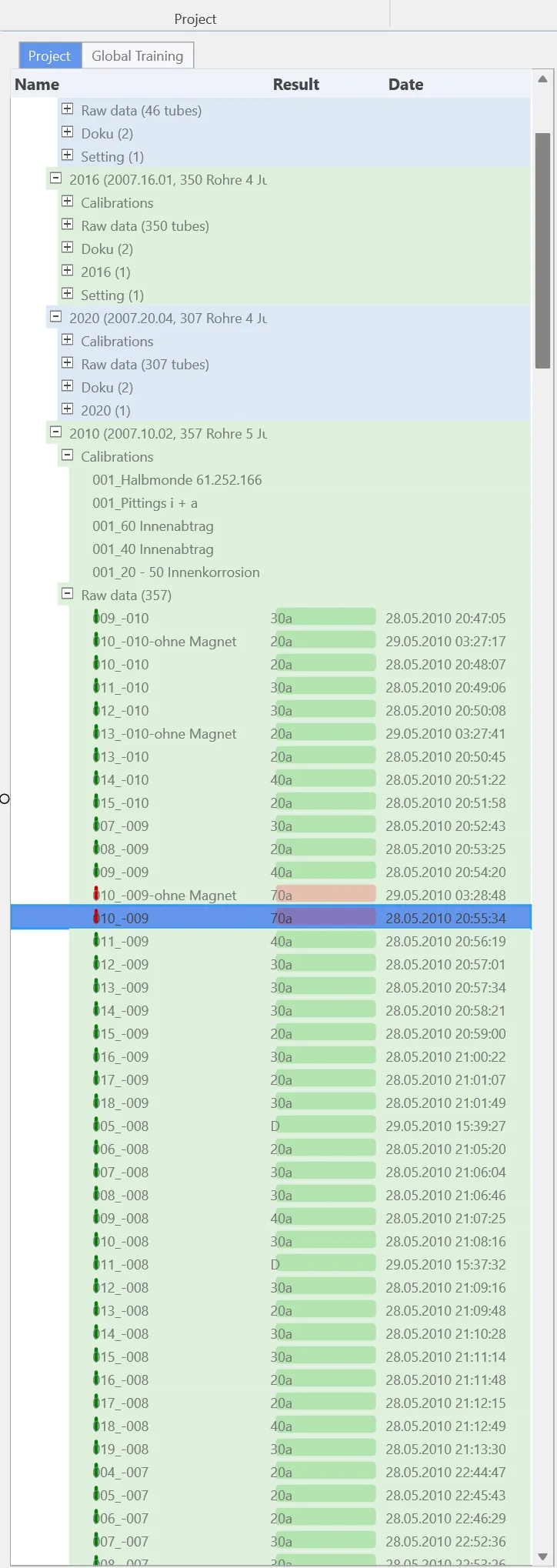
Our documentation and analysis tool turns tube-inspection data into auditable, traceable results — tube system, inspections, defects, calibrations and reports in a single project file. The reason our heat-exchanger, condenser and boiler reports are decision-grade.
What it gives our customers

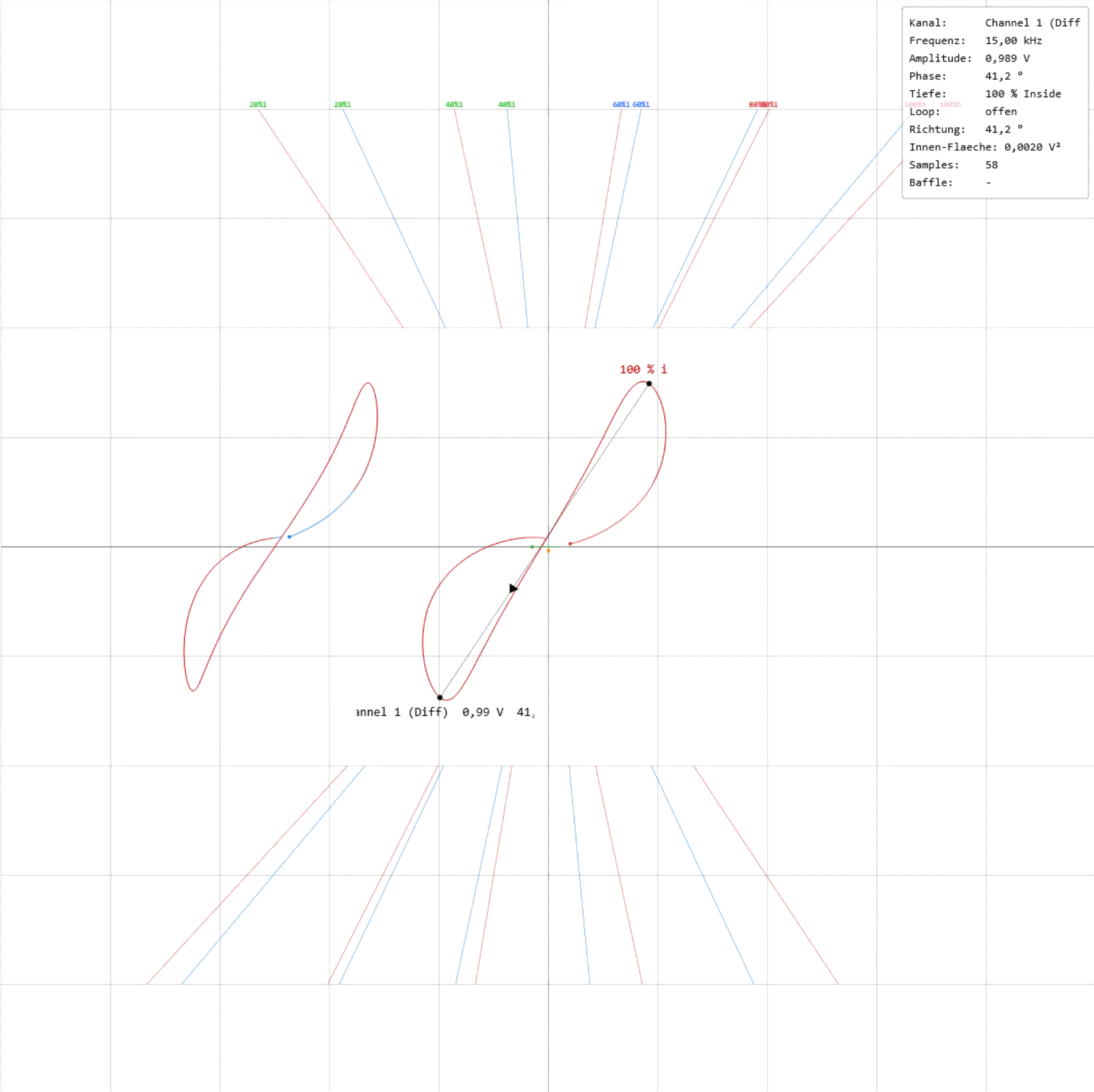
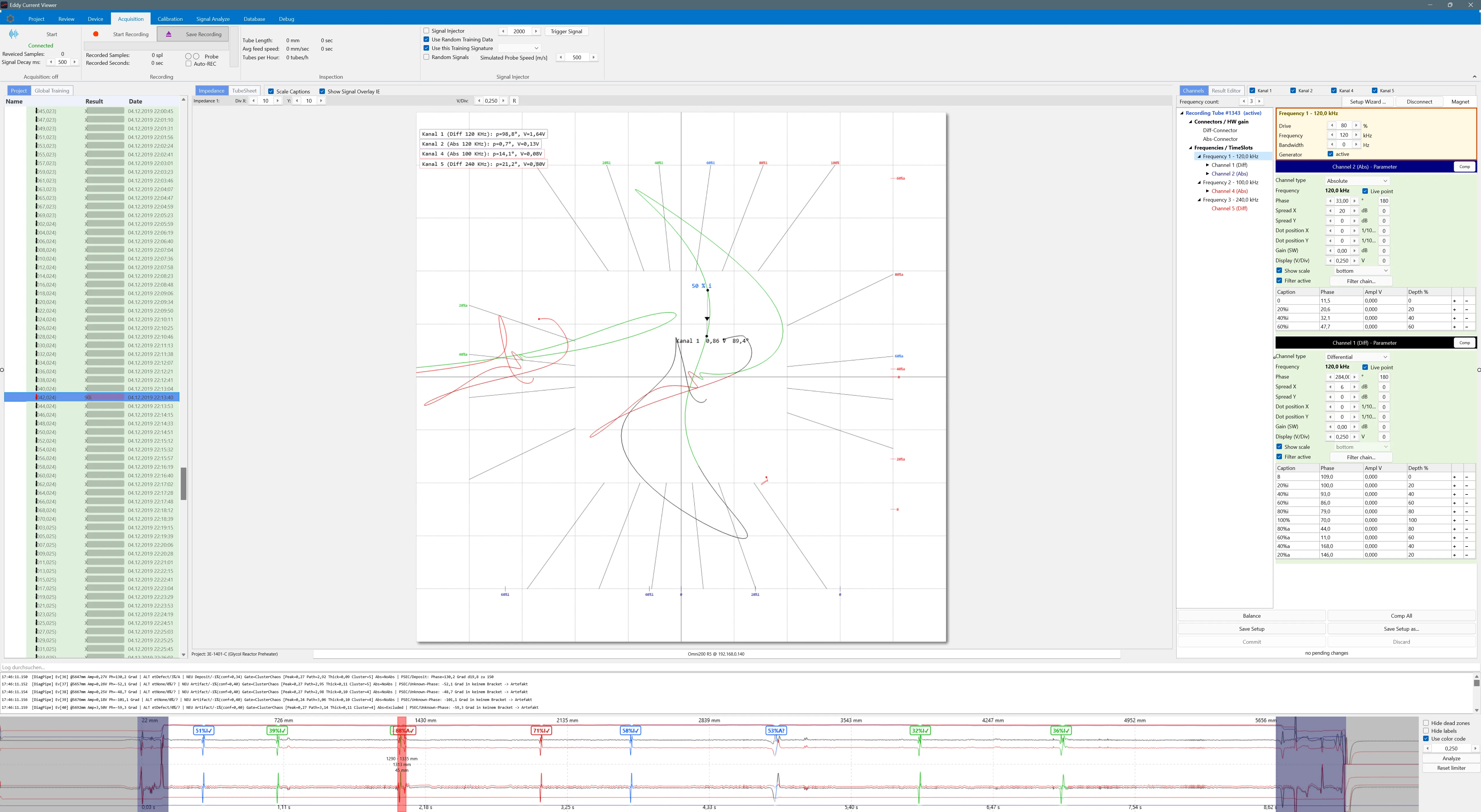
Our hardware-near acquisition tool captures every sample from the eddy-current instrument and routes it straight into the virtualOne workflow. Live stripchart, impedance plane and AI-assisted classification — the reason our field data is consistent and clean.
Instruments
What it gives our customers
Team
Field







FAQ
Eddy currents are circular electron flows induced in a conductive material by an alternating magnetic field. They create their own secondary magnetic field, which opposes the stimulating primary field. A defect (crack, pit, wall loss) forces the electrons to detour — that changes the amplitude and phase of the secondary field, and that change is what we measure. A clear, accessible introduction by Prof. Dr.-Ing. Dieter Stegemann, Leibniz Universität Hannover.
We treat ECT as one method family covering all common tube materials. Conventional ECT (no magnet) handles non-ferromagnetic tubing (Cu-Ni, brass, titanium, austenitic SS, Inconel). When we add a DC bias magnet, the technique branches into PSEC and FSEC depending on whether full saturation of the wall is actually achieved — PSEC for strongly ferromagnetic + heavy wall (CS, P91, T22), FSEC for slightly ferromagnetic + thin wall (duplex, austenitic SS with δ-ferrite, Monel). Our bobbin probes carry only two coils (D₁ D₂), electronically switched between differential mode (local defects) and absolute mode (gradual wall loss) — both channels recorded simultaneously.
PSEC means we drove the tube wall PARTIALLY into magnetic saturation; FSEC means we drove it FULLY into saturation. The name describes the achieved state of the material, not the size of the magnet on the probe. Counter-intuitively this means PSEC is what we use on strongly ferromagnetic alloys (CS, P91, T22) — because in practice we cannot fully saturate a heavy CS wall — and FSEC is what we use on slightly ferromagnetic ones (duplex, austenitic with cold work, Monel) where full saturation IS reachable. We name the method honestly, not after the probe SKU.
IRIS provides quantitative wall-thickness measurement, works on ferromagnetic tubes (carbon steel), and is used when ECT results need verification. Full 360° coverage with millimeter accuracy.
Material and degradation mechanism drive the choice — not the other way round. ECT covers all non-magnetic alloys (Cu-Ni, Ti, austenitic SS, Inconel). PSEC bridges slightly magnetic tubing (duplex, cold-worked SS). FSEC handles strongly ferromagnetic CS, LAS, P91. RFT is the workhorse for heavy-wall CS, NFT for finned ACHE tubes, MFT for CS-only flux leakage. IRIS provides absolute wall thickness in mm on any material — our verification method when EC results need a datum.
All four address ferromagnetic or heavy-wall tubing where conventional ECT cannot reach. FSEC saturates the tube wall with a strong DC magnet so an EC probe sees through it — fast, ID/OD discrimination via phase. RFT uses the remote-field effect through the wall, ideal for heavy-wall CS but limited on sizing. MFT detects flux leakage from external magnet contact — narrow niche. IRIS uses rotating ultrasonics through water coupling for absolute wall thickness — slow but quantitative and material-independent.
Cold working, forming, welding or local heat can induce ferromagnetic phases (delta ferrite, strain-induced martensite) in otherwise paramagnetic austenitic stainless steel. These produce eddy-current signals that look like flaws but are purely metallurgical. We verify suspect indications with a magnet probe directly at the tube: if the spot is magnetically attractive, the indication is non-relevant. The result is fewer unnecessary plug-or-retube decisions, lower follow-up cost, and a more reliable inspection report.
Refineries, petrochemical plants, fertiliser producers and oil & gas operators across Saudi Arabia, Bahrain, Oman, Qatar, the UAE and Kuwait.
ASME Section V, ASTM E309 (ECT seamless tubes), ASTM E2096 (IRIS), ASTM E2884 (PSEC/FSEC); personnel certified to ISO 9712 / SNT-TC-1A.
Contact
Turnaround scope? Tube material? Suspected degradation mechanism? Send a note — we usually reply within one business day.